大部分真空系统的表现会随时间的推移而变化,特别是用于生产的真空设备,几乎不可避免地会发生真空度下降等问题,造成这些问题的一个很常见的原因就是泄漏。
定期的泄漏检测很重要

大的泄漏通常会非常明显:真空腔体压力未按正常速度下降,或者极限压力明显高于正常值。然而,有些时候,由于真空泵可以轻松处理泄漏气体造成的气载,小的泄漏很难被发现,这时,即使真空计的读数仍然在正常的水平,泄漏的出现仍有可能为真空腔体带来期望之外的气体(如氧气),这些气体有时候会对工艺过程(比如某些镀膜工艺)带来非常严重的影响。所以,无论真空系统的压力是否有明显下降,都应该定期进行泄漏检测。
实漏和虚漏
并非所有的抽气时间延长、极限压力下降都是因为泄漏,在使用检漏仪检漏前,有必要了解一下如何判断真空设备是否真的发生了泄漏。真空腔室的内壁或腔室内壁附着的污染物,在真空下持续的释放出气体,这种现象被称为放气。当真空腔室内部存在死空间,并且该死空间通过一个狭长的通道与腔室内部连通时,死空间内的气体在真空下也会缓慢的释放出来,形成类似于放气或泄漏的现象,通常把这种现象叫做虚漏。
真实的泄漏可以通过检漏找到,放气也可以通过清洗真空腔体内表面而解决,而虚漏一旦产生,很难被发现,需要在设计和制造时尽量避免容易产生虚漏的结构或工艺,如上图中的螺纹连接(一定要用的话可以使用空心螺栓),很长的狭缝或毛细管,两侧满焊的腔体焊接(较厚的壳体建议真空侧满焊大气侧断续焊)等等。
下面两种方式,可以用来判断真空系统是否存在真实的泄漏。
压降曲线分析真空系统的历史数据是了解大型真空系统性能的最有价值的工具之一,经验丰富的技术人员会精心的保留历史数据,通过将当前的压降曲线与系统处于良好状态时的上一个循环进行比较就可以快速的判断问题原因。比如,通过下图所示的压降曲线,就可以判断是否存在泄漏。
工艺条件不变并且真空泵运行正常的情况下,如果存在真实的泄漏,从外部漏入腔室的气体将导致腔体的压力下降到比正常极限压力偏高的位置时便不再下降或下降极慢,压降曲线类似于上图最上方曲线。存在放气或虚漏时,气体缓慢释放并且放气率越来越小,系统能达到原来的极限压力但是达到极限压力的时间明显变慢,压降曲线与上图中间那条曲线类似。

压升测试
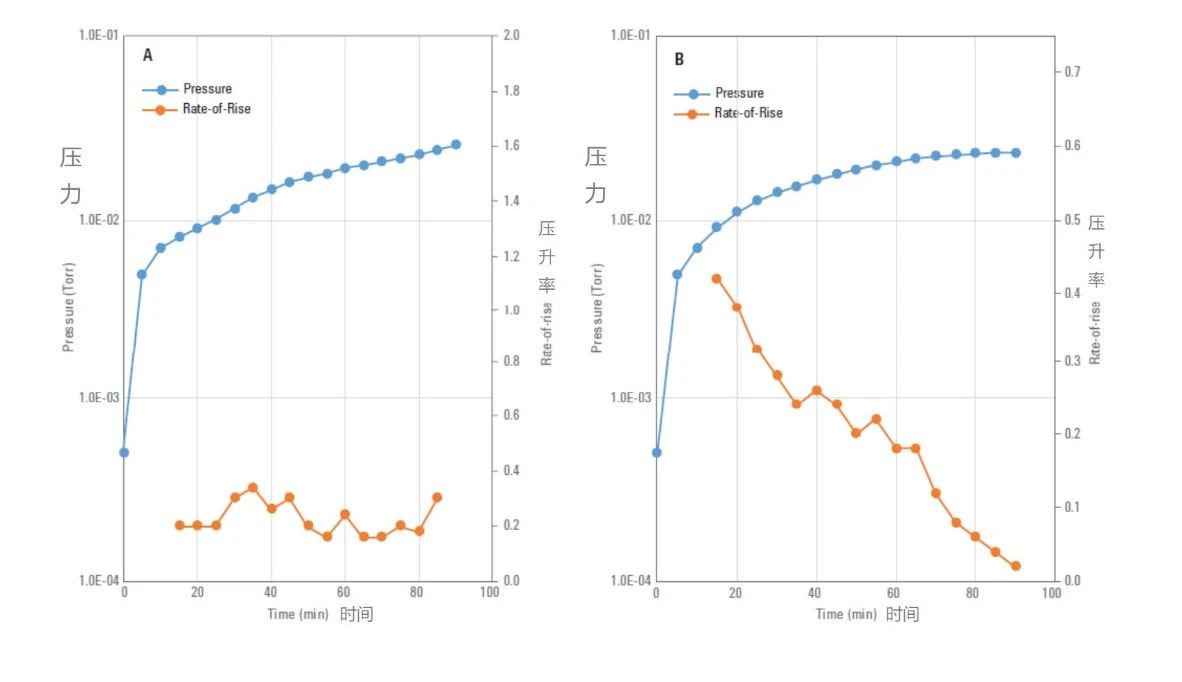
压升测试也叫保压测试或保真空测试。在真空下关闭真空泵和腔室之间的阀门,放气、虚漏或者泄漏会造成腔室的压力升高(反弹),将压力增加除以经过时间,可以计算出真空系统的压力上升速率,并绘制成如下图所示的曲线。压力上升和下降的速度通常以Pa/hr表示,对于一般的工业真空设备,保压测试时,超过1Pa/hr的压升率就需要调查和解决问题,有些高真空的设备,需要0.5Pa/hr甚至更低的压升率。
如上图中的系统A,如果多次测量的压升率基本恒定不变,那么很可能系统有真实的泄漏。对应的,如上图中的系统B,随着时间的推移,其压升率下降,即系统压力的增加速度会随着时间的推移而减慢,则暗示有虚漏或放气(可能也有小的泄漏)。
压降和压升测试不会定位泄漏,而只会指示所有气源(实际泄漏和放气或虚漏)的叠加效应。如果怀疑有真实的泄漏,下一步则通常要使用氦气检漏仪进行检漏。
外漏和内漏
我们平时所讲的泄漏一般是指外漏,即从真空腔体或管道的外部向内部泄漏;而内漏是指两个本应隔离的真空腔室之间,通过阀门隔离的两段真空管道之间,或真空腔室与管道之间,发生了泄漏。
下图是一个典型的扩散泵抽气机组,罗茨泵上方的阀门在高真空时应该是关闭的,如果该阀门关闭不严,高真空时气体就会从阀门的下面向右侧泄漏,这种泄漏就是内漏。和外漏类似,内漏也会造成高真空抽气时间延长、极限真空变差等问题。
外漏可以方便的通过检漏仪直接找到,而内漏却只能通过分段保压等方式做预判断,然后拆掉可疑的阀门一侧的管道,然后再进行检漏(或者在可疑阀门的一侧连接检漏仪,向另一侧的管道内充入氦气进行检漏)。
动态泄漏

真空系统中有运动传递的地方会采用动密封,这些动密封结构,很有可能在静态的时候密封良好而运动的时候产生泄漏;比如采用橡胶轴封做动密封(阀杆与阀体之间)的阀门,就比较容易发生这种现象。这种现象发生的概率不高,不过由于检漏时阀门一般是处于打开或关闭的某一个状态,这种动态泄漏很难被发现。对于非常关键的工艺,选择波纹管密封的阀门可以大大减小出现动态泄漏的概率;如果选用的还是轴封做密封的阀门,在检漏时,向阀杆位置喷氦的同时,操作阀门进行动作,也可以很快的判断该阀门是否存在动态泄漏。